Bleche abkanten lassen - Kantarbeiten nach Maß
Bei Rime bieten wir präzises Abkanten von Stahl, Edelstahl und Aluminium – sowohl für kleine als auch große Blechformate. Dank unserer leistungsstarken Abkantpressen fertigen wir passgenaue Bauteile, von filigranen Profilen bis hin zu dickwandigen Biegeteilen oder komplexen Formen. Egal ob Kleinserie oder Großproduktion, wir setzen individuelle Kundenwünsche flexibel und effizient um. Unsere hohe Maschinenkapazität ermöglicht es, Aufträge in kürzester Zeit zu realisieren. Profitieren Sie von über 30 Jahren Erfahrung und zertifizierter Qualität – deutschland- und europaweit.

XXL-Abkantpresse für große Bleche
- Bis zu 16.000 x 4.000 mm für großformatige Bleche
- Maximale Materialdicke von 20 mm


CNC-Biegemaschine für Kleinteile
Mit einer maximalen Abkantlänge von 1.020 mm ist die TruBend 7036 zwar unsere kleinste Biegemaschine, bietet aber eine Vielzahl von Vorteilen, von denen Sie profitieren können.
- Hohe Genauigkeit auch bei herausfordernden Abkantprofilen
- Materialdicke bis 7 mm
- CNC-Technologie ermöglicht schnelle und einfache Bearbeitung komplexer Abkantprofile
- Presskraft bis zu 36 Tonnen sorgt für hohe Produktivität und Präzision
- Manueller oder vollautomatischer Betrieb je nach Bedarf
- Integrierte 3D-Kollisionserkennung verhindert Unfälle und Beschädigungen
- Automatisches Werkzeugwechselsystem für schnellen und einfachen Werkzeugwechsel
Abkantpresse für mittelgroße Bleche
Zuletzt haben wir die Abkantpresse TruBend 5130 in Betrieb genommen. Mit einer Biegelänge von 3.230 mm sowie optischer und mechanischer Winkelsensorik ist sie für das Biegen von kleinen bis mittelgroßen Blechen geeignet.
- Hohe Präzision beim Biegen für exakte Ergebnisse
- Erhöhte Produktivität durch schnellere Rücklaufgeschwindigkeiten
- Einfacher Werkzeugwechsel für schnelle Anpassungen
- Automatisierungsmöglichkeiten für effiziente Prozesse
- Presskraft von 130 Tonnen ermöglicht das Biegen von Blechen bis 4 mm Materialdicke auf voller Länge.

Direkt Abkant-Projekt anfragen!

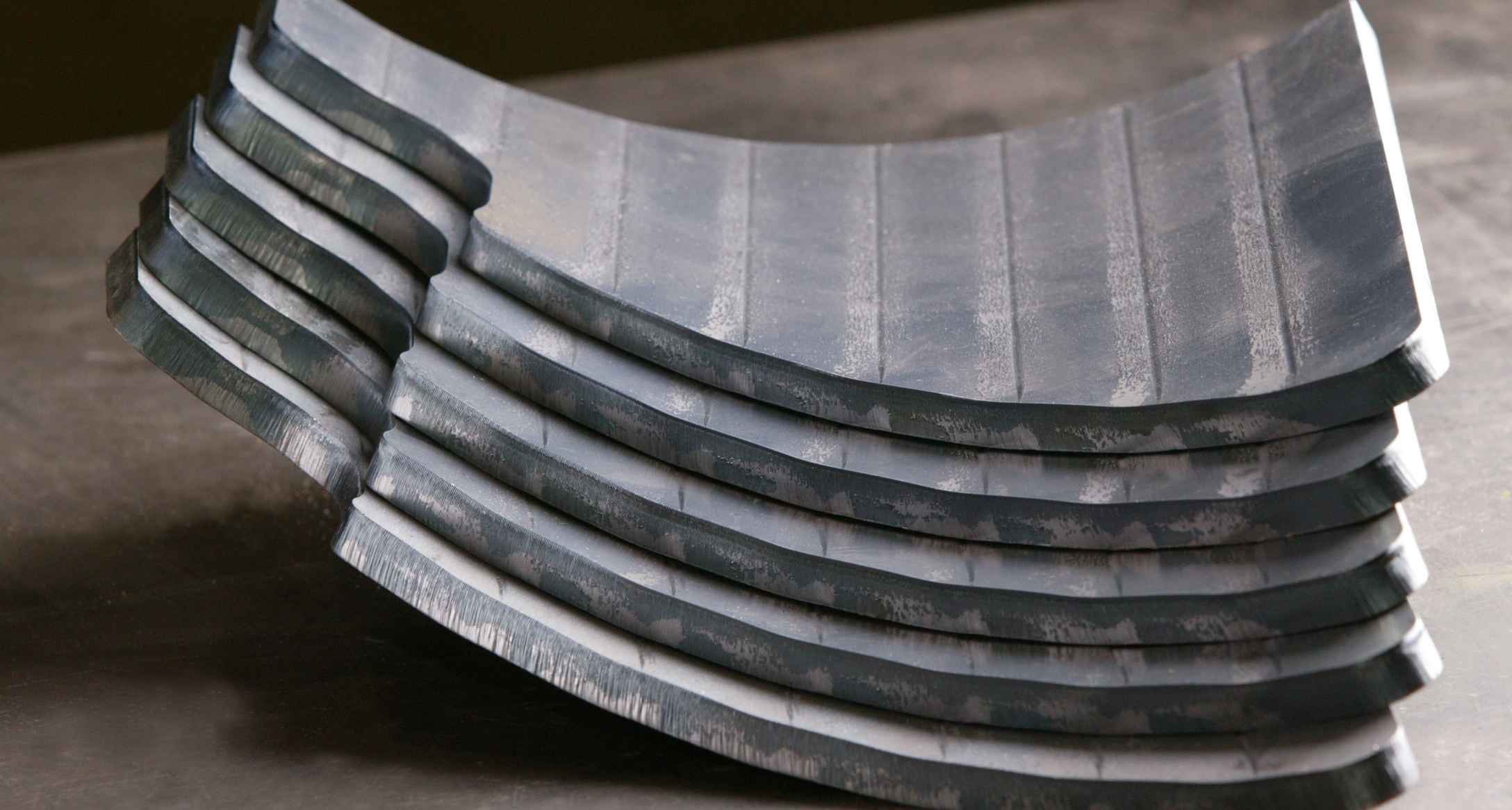
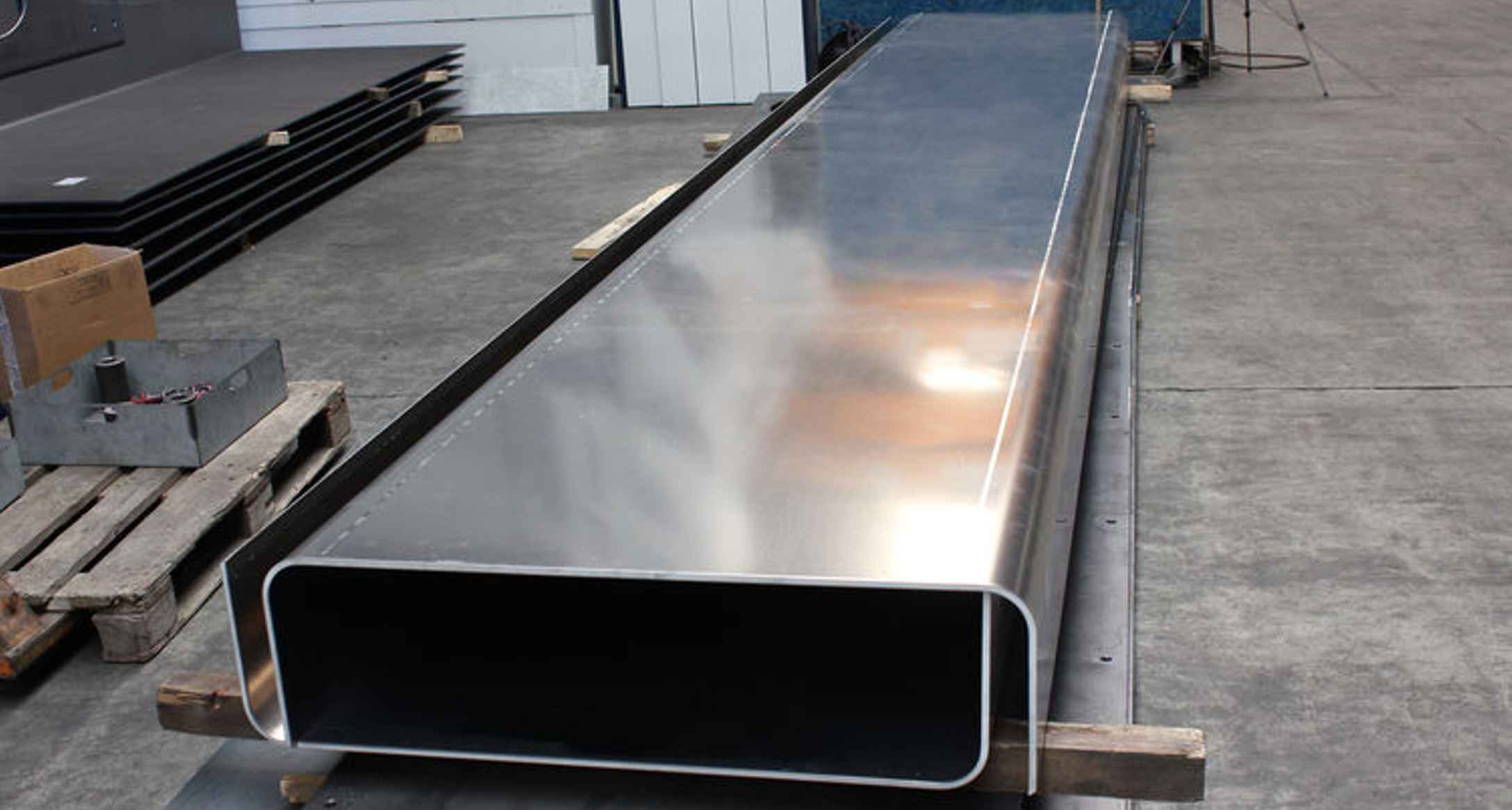
Produktbeispiele unserer Fertigung
Die Rime GmbH steht für höchste Verarbeitungsqualität - das sehen Sie auch an nachfolgenden Produktmustern. Kantbleche und Profile sind äußerst vielseitig einsetzbar. Sie dienen als Rasenkanten, Kantenschutz, Dekorabdeckungen oder Wandregale. Auch im Fahrzeugbau werden sie für Karosserieteile und Verkleidungen genutzt. Zudem finden sie Anwendung als Wetterschutz an Dächern, als Trapezbleche oder als Giebelschutz. Ihre Einsatzmöglichkeiten reichen von funktionalen bis hin zu dekorativen Zwecken.
Sehen Sie nachfolgend die umfangreichen Biege- und Kantungsmöglichkeiten, die wir in unserem Werk anbieten.



Welches Material wollen Sie abkanten lassen?
Wir bieten individuelle Lösungen in der Umformtechnik und fertigen Spezialteile aus verschiedenen Materialien wie Stahl, Edelstahl, Aluminium sowie beschichteten und verzinkten Blechen. Unsere Kantprofile sind für diverse Anwendungen und Branchen geeignet. Eine Übersicht der verfügbaren Werkstoffe finden Sie hier.

Stahl
Maximalgröße und -dicke:
- 16.000 mm Länge bis 20 mm
- 1.200 mm Länge bis 50 mm
Materialtypen:
- S235JR 1.0038
- S355J2 1.0577
- S355MC 1.0976
- S700MC 1.8974
- DC01 1.0330
- DD11 1.0332
- Hardox 450

Edelstahl
Maximalgröße und -dicke:
- 16.000 mm Länge bis 20 mm
- 1.200 mm Länge bis 50 mm
Materialtypen:
- 1.4301 X5CrNi18-10 (V2A)
- 1.4404 X2CrNiMo17-12-2 (V4A)
- 1.4541 X6CrNiTi18-10 (V2A)
- 1.4571 X6CrNiMoTi17-12-2 (V4A)

Aluminium
Maximalgröße und -dicke:
- 16.000 mm Länge bis 20 mm
- 1.200 mm Länge bis 50 mm
Materialtypen:
- EN AW-5754 3.3535 AlMg3
- EN AW-5005A 3.3315 AlMg1
- EN AW-6082 3.3547 AlMg4,5Mn
- EN AW-3005 3.0525 AlMg1Mg0,5
- H44
- EN AW-6060 3.3206 AlMgSi
Die Wahl des richtigen Materials hängt vom Einsatzzweck ab. Aluminium, Edelstahl oder verzinkter Stahl sind ideal, wenn das Kantblech wetterfest und korrosionsbeständig sein soll. Für hygienische Anforderungen ist Edelstahl die beste Wahl, während Aluminium durch sein geringes Gewicht überzeugt. Auch strukturierte Bleche wie Riffel- oder Lochbleche lassen sich problemlos abkanten. Dabei sollte stets beachtet werden, welche Seite sichtbar sein soll – je nach Verwendungszweck kann die Struktur nach innen oder außen ausgerichtet werden.
Alle Abkant-Spezifikationen auf einen Blick
Finden Sie hier die wichtigsten Vorgaben und Konstruktionsdetails für das Abkanten →
Modernster Maschinenpark und Umformtechnologie
Bei Rime formen wir Bleche mit sechs modernen CNC-gesteuerten Abkantpressen, die Materiallängen bis 16.000 mm und Stärken bis 50 mm bearbeiten können. Unsere Stärke liegt in der individuellen Fertigung von Stahlprodukten in außergewöhnlichen Größen und komplexen Formen.
Ob U- oder Z-Profile, enge Radien oder spezielle Kantungen – wir bieten höchste Flexibilität in der Blechbearbeitung. Mit CAD-gestützter Planung setzen wir präzise Biegeteile um, berücksichtigen Materialstärken und fertigen nach individuellen Maßen, egal ob gleich- oder ungleichschenklig, einfach oder doppelt gekantet. Auch das Biegen quer zur Walzrichtung ist problemlos möglich.
Darum Rime
Schnelle und effiziente Fertigung
Durch den Einsatz modernster digitaler Technologien und einem weitreichenden Produktionsnetzwerk garantieren wir kurze Bearbeitungszeiten – egal, ob es sich um Einzelanfertigungen oder Großserien handelt. Prototypen realisieren wir innerhalb von 7 bis 12 Werktagen, während Serienaufträge durch ein Produktionsplanungssystem getaktet werden, um eine Just-in-time-Produktion zu gewährleisten.
Höchste Präzision und vielseitige Bearbeitungsmöglichkeiten
Unsere fortschrittlichen Verfahren sorgen für millimetergenaue Zuschnitte und Bearbeitungen verschiedenster Materialien wie Stahl, Edelstahl und Aluminium. Mehrere Aufträge werden parallel abgewickelt, wodurch sich Produktionszeiten verkürzen und eine konstant hohe Qualität sichergestellt wird.
Flexibilität und verlässliche Planung
Wir bieten maßgeschneiderte Lösungen mit anpassungsfähigen Produktionskapazitäten, sodass auch spezielle Anforderungen optimal umgesetzt werden. Langfristige Vertragsmodelle ermöglichen stabile Preise und eine zuverlässige Materialbeschaffung für Ihr Unternehmen.
Pünktliche Lieferung und höchste Zuverlässigkeit
Dank optimierter Abläufe und einer eigenen Logistikstruktur garantieren wir eine fristgerechte Zustellung. So profitieren Sie von maximaler Planbarkeit und einer zuverlässigen Lieferung, die Ihren Produktionsprozess nicht ausbremst.
Weitere Informationen oder direkt Anfrage stellen?
Kontaktieren Sie uns gerne für eine Beratung oder fragen direkt Sie Ihr individuelles Projekt an.
Was versteht man unter Abkanten?
Abkanten ist ein Verfahren, bei dem Bleche an bestimmten Stellen gebogen werden, um gewünschte Formen wie beispielsweise Winkel, Gehäuse oder Halterungen zu erhalten. Dies geschieht mit einer speziellen Maschine, der Abkantpresse, die das Blech mit Druck in die gewünschte Form bringt. Dabei wird das Material nicht geschnitten oder erhitzt, sondern nur durch Kraft umgeformt. So bleibt die Stabilität des Blechs erhalten und es entstehen präzise Kanten und Winkel ganz nach Ihren Anforderungen. Kantbleche sind in verschiedenen Biegewinkeln erhältlich, wobei 90° am häufigsten genutzt wird. Neben der klassischen Kantung gibt es auch zahlreiche Profilformen wie L-, U-, Z- oder Hut-Profile.
Die Vorteile vom Abkanten
● Präzises Abkanten von Lochblechen ohne Verformungen oder Beschädigungen
● Hochwertige Kantungen sowohl für Einzelstücke als auch für Serienfertigungen
● Flexibles Biegen komplexer Formen, enger Radien und kurzer Schenkellängen
● Effiziente Produktion mit schnellen Taktzeiten und konstanter Qualität, auch bei großen Stückzahlen
So funktioniert das Abkanten von Blechen
Bei Rime setzen wir auf modernste CNC-gesteuerte Abkantpressen, um Bleche aus Stahl, Edelstahl und Aluminium präzise zu biegen. Das Abkanten erfolgt mit einem Stempel (Oberwerkzeug) und einer Matrize (Unterwerkzeug), zwischen denen das Blech positioniert wird. Durch das kontrollierte Absenken des Stempels wird das Material in die gewünschte Form gebogen – exakt nach den vorgegebenen Maßen.
Unsere Maschinen arbeiten mit voreingestellten Parametern für Biegewinkel, Radien und Abkantlängen, sodass wir gleichbleibende Qualität und höchste Präzision gewährleisten – selbst bei großen Stückzahlen. Je nach Anforderung setzen wir verschiedene Biegetechniken wie freies Abkanten, Prägebiegen oder Dreipunktbiegen ein.
Bei Rime berücksichtigen wir die spezifischen Eigenschaften jedes Materials. Manche Bleche federn nach dem Biegen zurück oder benötigen eine Kantfolie zum Schutz der Oberfläche. Durch die CNC-Steuerung können wir Biegevorgänge bereits vorab simulieren, um optimale Ergebnisse zu erzielen, meist ohne Probe-Biegungen durchführen zu müssen.
Welche Abkant-Verfahren gibt es?
In der industriellen Fertigung werden präzise Blechteile mit maschinenbasierten Verfahren hergestellt. Die beiden wichtigsten Biegetechnologien sind dabei das Abkanten und das Schwenkbiegen, die je nach Anforderungen eingesetzt werden.
Freies Abkanten (Gesenkbiegen)
Beim freien Abkanten wird das Blech auf einer CNC-gesteuerten Abkantpresse zwischen einem Stempel und einer Matrize positioniert. Durch das gezielte Absenken des Stempels entstehen exakte Winkel, ohne dass Werkzeuge gewechselt werden müssen. Dieses Verfahren ist besonders flexibel und eignet sich für hohe Stückzahlen mit variierenden Biegewinkeln.
Schwenkbiegen
Beim Schwenkbiegen wird das Blech zwischen einer Ober- und Unterwange eingespannt und mit einer schwenkbaren Biegewange in die gewünschte Form gebracht. Diese Methode ist ideal für kurze Schenkel oder variable Radien, da verschiedene Winkel und Biegeradien mit einem einzigen Werkzeugsatz gefertigt werden können.
Abkanten von Winkeln und Radien
Dank einer Vielzahl an Stempeln und Matrizen können wir Winkel und Radien in unterschiedlichen Größen präzise formen. Falls größere Radien erforderlich sind, lassen sie sich durch schrittweises Biegen in mehreren Arbeitsschritten, auch Steppkantung genannt, realisieren.
Weitere Informationen oder direkt Anfrage stellen?
Kontaktieren Sie uns gerne für eine Beratung oder fragen direkt Sie Ihr individuelles Projekt an.
Wichtige Aspekte beim Abkanten von Blechen
Um präzise und hochwertige Kantteile herzustellen, legen wir bei Rime großen Wert auf eine sorgfältige Planung und Bearbeitung. Neben der exakten Berechnung der Biegelänge spielen der Schutz der Oberfläche und die Wahl des richtigen Biegeradius eine entscheidende Rolle.
Kleine Biegeradien richtig berechnen
Beim Abkanten von engen Radien verändert sich die Materialstruktur, da das Blech stärker gestaucht als gestreckt wird. Um die Maßgenauigkeit sicherzustellen, berücksichtigen wir diesen Effekt bereits in der Planungsphase und nutzen präzise Berechnungen sowie Tabellenwerte für den optimalen Ausgleich.
Schutz der Blechoberfläche
Ein makelloses Finish ist für viele unserer Kunden essenziell. Deshalb achten wir darauf, empfindliche Bleche vor Abdrücken zu schützen. Durch den Einsatz von Kunststofffolien zwischen Werkstück und Matrize verhindern wir unerwünschte Markierungen und sorgen für eine gleichbleibend hohe Qualität der Oberflächen.
Mindestbiegeradius beachten
Damit Blechteile beim Biegen nicht beschädigt werden, achten wir streng darauf, den erforderlichen Mindestbiegeradius einzuhalten. Dieser verhindert Materialrisse und sorgt für eine hohe Stabilität des Werkstücks. Zudem bevorzugen wir das Biegen quer zur Walzrichtung, um eine optimale Verformbarkeit zu gewährleisten.
Durch unsere Erfahrung, modernste CNC-Technik und präzise Fertigungsabläufe stellen wir sicher, dass jedes Kantteil exakt nach den Anforderungen unserer Kunden gefertigt wird – wirtschaftlich, maßgenau und in bester Qualität.
Einsatzbereiche und Branchen
In unserer umfangreichen Firmengeschichte haben wir uns ein großes Know-How in unterschiedlichsten Branchen angeeignet, sehen Sie nachstehend.
Bauindustrie

Elektrotechnik und Elektroindustrie

Maschinenbau

Lebensmittelindustrie

Chemische Industrie

Sonderfahrzeugbau

Weitere relevante Blechbearbeitungsmethoden

Laserschneiden
Mit unseren Hochleistungsanlagen schneiden wir Stahl, Edelstahl und Aluminium präzise und effizient. Dabei können wir Blechformate bis zu 16.000 x 4.000 mm bearbeiten – ideal für Einzelstücke, Prototypen und Serienfertigung.
Zum Laserschneiden →
Fräsen
Um noch mehr Präzision in Ihre Fertigungsteile zu bekommen, können zerspanende Bearbeitungen an unseren 5- und 3-Achsfräszentren vollzogen werden.
Zum Fräsen →
Weitere Verfahren
Hier finden Sie die
Übersicht unserer
Blechbearbeitungs-
Verfahren.
Fragen Sie jetzt Ihr Abkant-Projekt an!