Blech fräsen & zerspanen
Mit drei Bearbeitungszentren sind wir optimal für das Fräsen von Blechen ausgerüstet. Mit diesen Maschinen können wir wir Fasen, Passungen, Aussparungen, hochpräzise Gewinde und Lagersitze herstellen. Zum Fräsen stehen verschiedene Werkzeuge in einem Wechselmagazin zu Verfügung, welche im Bedarfsfall automatisch ausgetauscht werden können. So ist eine zügige Bearbeitung ohne längere Umrüstzeiten möglich.
Fräsen und Zerspanen bei Rime
- Fräsen von Bohrungen bis zu einem Durchmesser von 32 mm
- Herstellung von Standard-Fasen mit den Winkelneigungen von 30°, 45° oder 60°
- Stufenweises Fräsen von Fasen mit individuellen Winkelneigungen
- Herstellung von Passungen mit einer Rauhtiefe bis zu 1,6 Mikrometer
- Herstellung von Gewinden und Aussparungen
Sie haben eine Frage zu unseren Fertigungsmöglichkeiten?
Wir helfen Ihnen gern weiter! Rufen Sie uns an oder schreiben Sie einfach eine E-Mail.
- Arbeitsbereich: 1.800 x 920 x 750 mm
- sehr hohe Zerspanungsleistung
- große Tiefe des Arbeitstisches
- Arbeitsbereich: 4.200 / 3.630 x 750 x 500 mm
- Rundtisch mit einem Durchmesser von 750 mm
- Störkreisdurchmesser von 1.100 mm
- Arbeitsbereich: 1.800 x 920 x 750 mm
- Automatisiertes Be- und Entladen
- Automatisches Wenden von Teilen
Fräsen von Blechen
Anhand Ihrer Zeichnung wird in unserer CAD-Abteilung ein CNC-Programm für das Werkstück erstellt und an die Computersteuerung der Fräsmaschine übertragen. Diese Steuerung gewährleistet die größtmögliche Genauigkeit beim Fräsen.
Das Fräsen von Blechteilen kann je nach Anforderung in allen drei Arbeitsraumkoordinaten erfolgen. Das bedeutet, dass alle Achsen je nach Bedarf einzeln oder gleichzeitig mit Vorschüben geregelt werden können. Dies ermöglicht eine schnelle Bearbeitung, ohne das Werkstück neu ausrichten zu müssen.
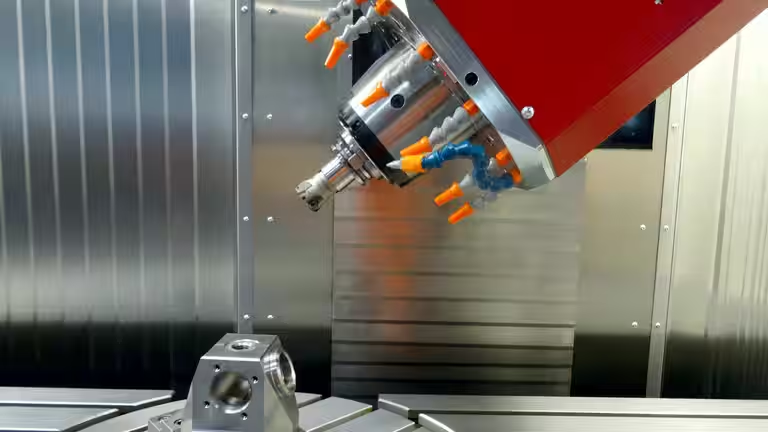
Die Fräsbearbeitung erfolgt mit Werkzeugen, die mit Wendeschneidplatten bestückt sind. Diese Wendeschneidplatten bestehen aus extrem widerstandsfähigem Stahl, der eine wesentlich höhere Härte als das zu bearbeitende Werkstück aufweist. Durch schnelle Rotation tragen die Wendeschneidplatten Material von der Oberfläche des Blechteils ab. So entsteht Span für Span das gewünschte Formelement. Daher wird dieses Verfahren auch als Zerspanen bezeichnet.
Unsere Schwesterfirma Tosec bietet noch größere 3D-Frästeile bis 7.000 x 1.200 x 1.300 mm. Eine 5-achsige Bearbeitung ist bis zu einer Größe von 1.250 mm möglich.
Wünschen Sie ein Angebot? - Kein Problem!
Senden Sie uns eine kurze E-Mail mit Ihren Wünschen oder rufen Sie uns an
EasyMillDrill - Automatisiertes Fräsen und Zerspanen
Ab sofort verfügen wir in unserer Produktion über ein automatisiertes Bearbeitungszentrum.
Die Ausgangssituation
Bisher wurden Werkstücke manuell oder mit Hilfe eines Krans in die Maschine gelegt und nach der Bearbeitung wieder entnommen. Diese Tätigkeit ist, vor allem bei der Serienfertigung, körperlich anstrengend und eintönig.
Unsere Schwesterfirma Teqram ist auf die Automatisierung von Maschinen und Produktionsanlagen spezialisiert und hat mit EasyMillDrill ein System geschaffen, welches selbständig den Be- und Entladeprozess von Bearbeitungszentren übernimmt.

Wie funktioniert dieses neue System?
EasyMillDrill ist ein Industrieroboter mit künstlicher Intelligenz, welcher durch ein Kamerasystem in der Lage ist, seine Umgebung zu sehen. Mit Hilfe weiterer Sensoren und einer cleveren Software erkennt das Robotersystem die Position und Ausrichtung der bereitgestellten Werkstücke.
Der Roboter wählt automatisch einen Greifer aus, der für das Material, Gewicht und die Größe des Werkstücks geeignet ist und bewegt das Teil von der Palette in das Bearbeitungszentrum.



Nach der Bearbeitung kann das Werkstück mit Hilfe eines EasyFlippers gedreht werden, um gegebenenfalls auch die Rückseite bearbeiten zu können. Ist das Werkstück fertig, legt der Roboter dieses auf einer bereitgestellten Palette ab.
Dieses Robotersystem kann sich automatisch auf Veränderungen in seinem Arbeitsbereich einstellen. Wenn beispielsweise eine Palette verschoben wird, erkennt der Roboter die neue Position und stellt sich selbständig auf die neue Situation ein.

Ihr Vorteil
Der Roboter kann problemlos Werkstücke bis zu einem Gewicht von 100 kg bewältigen. Dabei benötigt dieser wesentlich weniger Zeit als ein menschlicher Bediener, wodurch das Bearbeitungszentrum effizienter genutzt wird. Die Serienfertigung von Frästeilen erfolgt mit einer deutlich höheren Geschwindigkeit. Zusätzlich wird das Fehlerpotenzial minimiert.
Nimmt der Roboter jemanden die Arbeit weg?
Nein. Das Robotersystem wird keinen Menschen ersetzen. Der Roboter übernimmt lediglich eine ermüdende und langweilige Aufgabe. Außerdem wird das Risiko einer Verletzung deutlich reduziert, da kein Mensch mehr mit schweren Werkstücken umgehen muss. Bei uns gibt es deutlich interessantere Tätigkeiten, die unsere Mitarbeiter in der Zwischenzeit übernehmen werden.
Haben Sie alle Informationen gefunden?
Kontaktieren Sie uns einfach, wenn Sie noch eine Frage haben sollten!